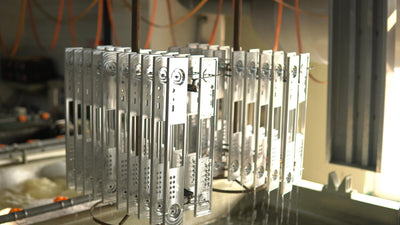
Qu'est-ce qu'un boîtier en aluminium anodisé ?
Lors de la fabrication d'un boîtier en aluminium, il comprend la réalisation de dessins, le traitement mécanique (coupe de matière première, chanfrein, taraudage, polissage)
traitement de surface (polissage et anodisation), emballage, etc.
Aujourd'hui, nous parlons de traitement d'anodisation lors de la fabrication d'un boîtier en aluminium extrudé.
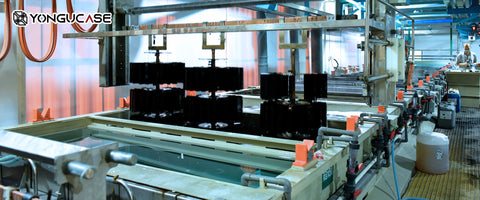
Principe d'oxydation : processus d'électrification de l'alliage d'aluminium en tant qu'anode et de l'électrolyte en tant que cathode, et formation progressive d'un film d'oxyde à la surface de l'alliage d'aluminium sous l'action des électrons
Plusieurs facteurs qui affectent la formation du film d'oxyde : matériau, courant, température, concentration, temps, ces cinq sont les facteurs clés qui déterminent directement la qualité finale du film d'oxyde
Le composant principal du film d'oxyde est l'oxyde d'aluminium, qui est une structure microporeuse en forme de nid d'abeille, qui peut adsorber les molécules de colorant dans les pores, ce qui est le principe de la coloration.
Caractéristiques du film d'oxyde : dureté élevée, résistance à la corrosion, isolation, teinture.
L'ensemble de l'oxydation est divisé en quatre parties : prétraitement, oxydation, teinture et post-traitement.
Prétraitement : dégraissage, lavage à l'eau, gravure alcaline (élimination du film d'oxyde), polissage chimique (augmentation de la brillance)
Oxydation : Comme mentionné ci-dessus
Teinture : divisée en coloration par adsorption et coloration électrolytique. La coloration par adsorption est divisée en monochrome et en correspondance des couleurs. Les molécules de colorant pénètrent dans les micropores du film d'oxyde et le colorant subira des transitions de niveau d'énergie électronique sous l'action de fortes longueurs d'onde telles que les rayons ultraviolets, modifiant ainsi le système de couleurs et provoquant une décoloration substantielle. ou décoloration. La coloration électrolytique nécessite de l'électricité, pas le colorant utilisé, mais l'électrolyte, qui ne se décolore pas.
Post-traitement : principalement le scellement, le scellement est un processus dans lequel l'alumine réagit avec l'eau et d'autres additifs pour former un objet à l'état de gel et remplir les micropores du film d'oxyde.

Trois degrés d'oxydation, passivation, anodisation, oxydation dure.
Passivation est également une oxydation conductrice, qui ne nécessite pas d'électricité et n'est pas une réaction électrochimique. Le film d'oxyde est généralement de 1 à 3 microns. Une couche de film d'oxyde est formée en trempant l'alliage d'aluminium dans un agent oxydant fort. Cette couche de film d'oxyde est très mince, elle peut donc conduire l'électricité. De la même manière, l'alliage d'aluminium lui-même formera un film d'oxyde dans l'environnement naturel, qui est une réaction avec l'oxygène, et ce film d'oxyde est plus fin. La passivation ne peut pas être teintée car le film d'oxyde n'a pas les conditions pour la teinture. La seule chose qui fera l'affaire est le jaune conducteur, une couleur claire avec de très petites molécules de colorant.
C'est notre procédé conventionnel, le film d'oxyde est de 5 à 20 microns. Différents produits nécessitent différentes épaisseurs de film d'oxyde. Plus le film d'oxyde est épais, plus la dureté est élevée, meilleure est la résistance à la corrosion et plus les performances de teinture sont mauvaises.
Notre film d'oxyde blanc argenté est généralement de 8 à 10 microns, et le film d'oxyde blanc argenté n'a pas besoin d'être teint, et le temps d'oxydation est de 20 minutes.
Le film d'oxyde noir est généralement de 15 à 18 microns, teint après oxydation, et le temps d'oxydation est de 60 minutes.
Ce n'est que lorsque le film d'oxyde est épais et que les pores sont profonds que suffisamment de colorant peut être absorbé, sinon il apparaîtra noir mais pas noir. La couleur n'est pas profonde. Par conséquent, le coût de la couleur sombre est supérieur à celui de la couleur claire, principalement en raison du temps et des autres coûts induits par le temps.
L'essence est la même que l'oxydation anodique, mais uniquement en contrôlant ces facteurs, de sorte que la surface de l'alliage d'aluminium puisse générer du courant en continu et que la génération continue de courant puisse continuer à former un film d'oxyde
Le film d'oxyde dur est généralement de 25 à 100 microns. Il a une dureté élevée et ne peut pas être teint. Il ne peut être fabriqué que dans des couleurs sombres. Plus le film d'oxyde est épais, plus il est jaune.
Plus le film d'oxyde est épais, plus la conductivité est mauvaise et plus le courant est faible, le film d'oxyde ne se formera pas, de sorte que la tension doit être continuellement augmentée
Plus la température est élevée, plus le film d'oxyde se dissout rapidement, de sorte que la température doit être contrôlée en dessous de 5 degrés Celsius
Plus la concentration est élevée, plus le film d'oxyde se dissout rapidement, donc la concentration doit être contrôlée
Afin d'augmenter la dureté du film d'oxyde, l'acide oxalique peut être utilisé à la place de l'acide sulfurique.
Avantage du boîtier en aluminium anodisé ?
L'anodisation est un traitement de surface de l'aluminium qui améliore sa résistance à la corrosion et à l'usure. Il s'agit d'un processus électrochimique qui consiste à immerger le boîtier en aluminium dans un bain d'électrolyte acide pendant qu'un courant électrique le traverse. Il en résulte la formation d'une couche d'oxyde dure, durable et protectrice à la surface de l'enceinte.
L'anodisation des boîtiers en aluminium est courante dans les industries qui dépendent de produits en aluminium tels que la construction, l'automobile et l'aérospatiale. En effet, l'aluminium est léger, solide et polyvalent. Cependant, il peut se corroder avec le temps lorsqu'il est exposé à l'humidité et à d'autres facteurs environnementaux. L'anodisation permet d'éviter cela en créant une barrière entre l'aluminium et l'environnement. Cette couche barrière fait partie intégrante du métal et ne peut ni se décoller ni s'écailler.
Le principe de l'anodisation des boîtiers en aluminium est simple. L'enceinte en aluminium sert d'anode chargée positivement tandis que le bain d'électrolyte acide est la cathode chargée négativement. Un courant continu traverse l'électrolyte, ce qui provoque une oxydation à la surface de l'enceinte. L'oxyde d'aluminium qui se forme est dur, durable et adhérent.
L'un des principaux avantages de l'anodisation des boîtiers en aluminium est sa résistance accrue à la corrosion. Parce que la couche d'oxyde fait partie intégrante du métal, elle empêche les piqûres et autres formes de corrosion qui peuvent affaiblir le métal et compromettre son intégrité. L'anodisation améliore également la dureté de surface et la résistance à l'abrasion des boîtiers en aluminium.
En résumé, l'anodisation des boîtiers en aluminium est un moyen efficace de protéger les produits en aluminium de la corrosion et de l'usure. Il améliore la durabilité, la dureté et la finition de surface du métal. En créant une barrière entre l'aluminium et l'environnement, l'anodisation permet de prolonger la durée de vie du produit et de réduire les coûts de maintenance.
L'anodisation de l'aluminium est un procédé de traitement de surface qui implique l'utilisation d'une oxydation anodique pour augmenter l'épaisseur de la couche d'oxyde naturelle sur la surface du métal. Ce processus est effectué pour améliorer les propriétés de surface de l'aluminium, telles que la durabilité, la résistance à la corrosion et l'attrait esthétique.
Le processus d'anodisation de l'aluminium consiste à immerger le produit en aluminium dans une solution d'électrolyte et à appliquer un courant électrique. Grâce à ce processus, la surface en aluminium s'intègre à la solution. Le résultat est une couche d'oxyde plus épaisse et plus résistante, qui offre une excellente barrière contre les éléments extérieurs.
L'anodisation d'un boîtier en aluminium est un processus de traitement de surface qui consiste à créer une couche protectrice à la surface d'un boîtier en aluminium. Le processus consiste à immerger le boîtier en aluminium dans une solution électrolytique et à y faire passer un courant.
Au cours du processus, la surface en aluminium se combine avec l'oxygène pour produire de l'oxyde d'aluminium, qui forme une couche protectrice dure qui résiste à la corrosion et aux dommages causés par des facteurs externes tels que l'humidité, la chaleur et les produits chimiques. L'épaisseur de la couche anodisée peut varier en fonction de l'application requise.
L'anodisation est un procédé de traitement de surface populaire pour les boîtiers en aluminium en raison de son excellente résistance à la corrosion et de sa grande durabilité. Il est largement utilisé dans diverses industries, notamment l'automobile, l'aérospatiale, l'électronique et la construction.